«Три человека вместо двух тысяч». Вот как сегодня делают ноутбуки и планшеты Horizont в Минске
Мы побывали на производственных площадках Horizont, где делают ноутбуки и планшеты, и посмотрели, как устроен полный цикл — от монтажа электронных компонентов на печатные платы до финишного производства устройств. Нам показали работу автоматизированных линий, «чистых комнат» и зон тестирования, а также рассказали о производительности, уровне брака и ключевых этапах контроля качества.
«Сейчас на линии три человека, раньше потребовалось бы две тысячи»
Прибываем на производственную линию, расположенную на минской улице Куйбышева. Здесь и еще на некоторых площадках, по словам представителей организации, идет монтаж плат и производство компонентов для целого ряда устройств: телевизоров, ноутбуков, планшетов. Линия в том числе используется для изготовления SSD-накопителей, а также плат для мониторов и мини-ПК.

При этом специалисты акцентируют внимание:
— Старт любого проекта дают в нашем инновационном центре, где проходит вся техническая и программная разработка конкретного устройства. Программирование BIOS/UEFI самостоятельное, как и адаптация драйверов.
Второй этап включает работу с монтажом и нанесением электронных компонентов на печатные платы (линия, куда нас и пригласили. — Прим. Onlíner), заключающий этап — площадка, где все компоненты соединяются и превращаются в финальный продукт.

В день посещения линии на ней «печатались» платы, которые впоследствии применят в телевизорах. Сразу уточняем, сколько инженеров-операторов, с учетом всей автоматизации, нужно, чтобы процесс шел в намеченном темпе.
— Сейчас на линии постоянно работает три человека. При таком раскладе производительность за одну смену составляет порядка полутора тысяч модулей [имеется в виду готовых к следующему этапу плат с уже нанесенными компонентами]. Раньше, чтобы сохранить производительность на аналогичном уровне, потребовалось бы около двух тысяч человек.
«Приемка» и «чистая комната»
После небольшого инструктажа переходим в сам цех — для этого сперва необходимо пройти сквозь пару специальных герметичных раздвижных дверей, между которыми происходит обеспыливание.

Поверхностный монтаж (SMT — Surface Mount Technology) — это метод монтажа печатных плат, при котором компоненты устанавливаются непосредственно на поверхность платы, а не в отверстия. Это позволяет существенно снизить массу и габариты изделий, повысить плотность монтажа и автоматизировать процесс.
Первый этап — «приемка». «Производство начинается со склада», — уточняют собеседники. И продолжают: «Текстолитовые платы, с которыми далее предстоит взаимодействовать, распределяют и учитывают так, чтобы сразу передать на нужный участок линии».

Во всем контролируемом производственном пространстве — так называемой чистой комнате — поддерживается определенный режим как по температуре — от 22 до 25 градусов Цельсия, так и по влажности — 40—60%. В активе, как утверждается, также пол с антистатическим покрытием и спецодежда для снятия статики.
Как работает линия из двух «рельсов»
По словам работников, основные этапы SMT-монтажа включают нанесение на платы паяльной пасты, автоматизированную установку электронных компонентов и оплавление припоя. При этом в состав линии может входить до полутора десятка различных машин, ответственных за эти и сопутствующие этапы.

— Линия у нас состоит из двух потоков — это сделано специально. Условно, есть два «рельса», по которым идет параллельное производство, конвейер. Подобная компоновка применяется для увеличения общей производительности, — говорят инженеры.
— Теоретически «пару» можно и разделить (такие прецеденты случались, как позднее добавляют работники. — Прим. Onlíner). На одной линии работать над модулями, например, для телевизоров, на второй — для ноутбуков. Но это менее эффективно. Выгоднее сосредоточить внимание на производстве изделия одного типа.

Далее специалисты в подробностях рассказывают о процессе как подготовки плат, так и нанесения электронных компонентов. Если упростить, процесс выглядит примерно так:
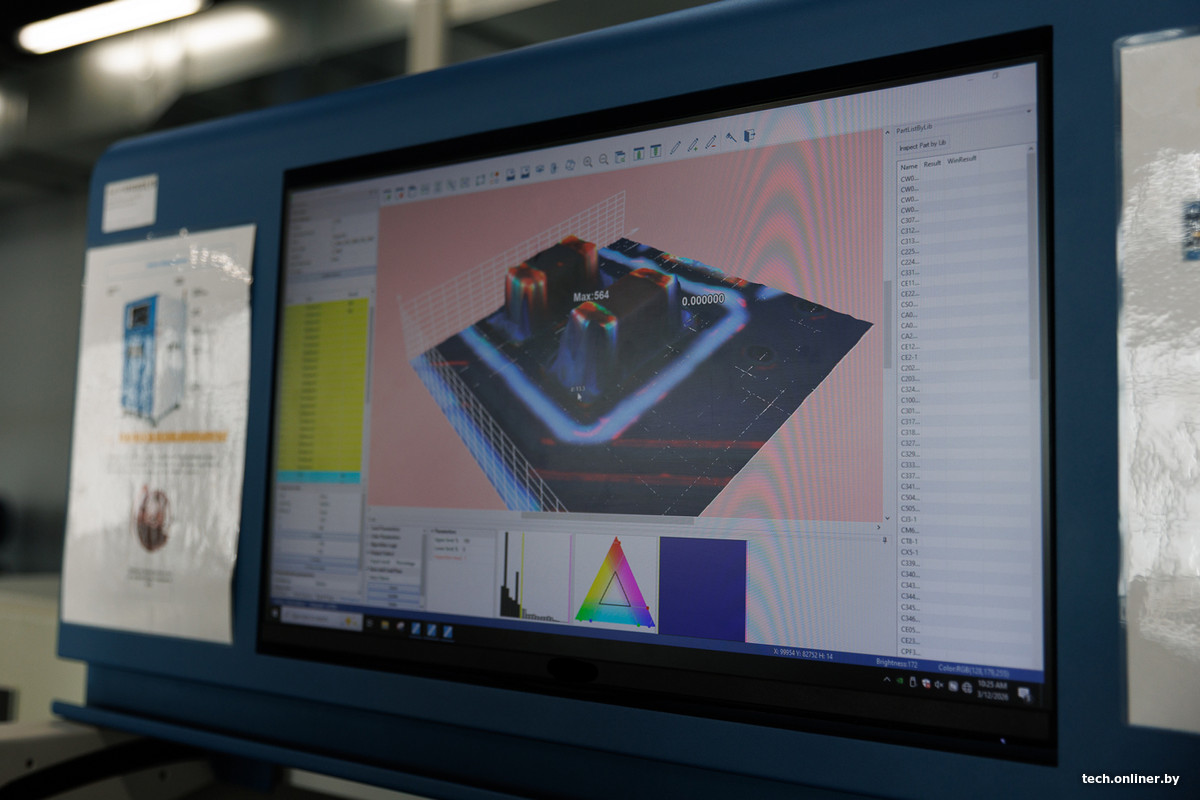
- нанесение паяльной пасты на контактные площадки платы и ее инспекция;
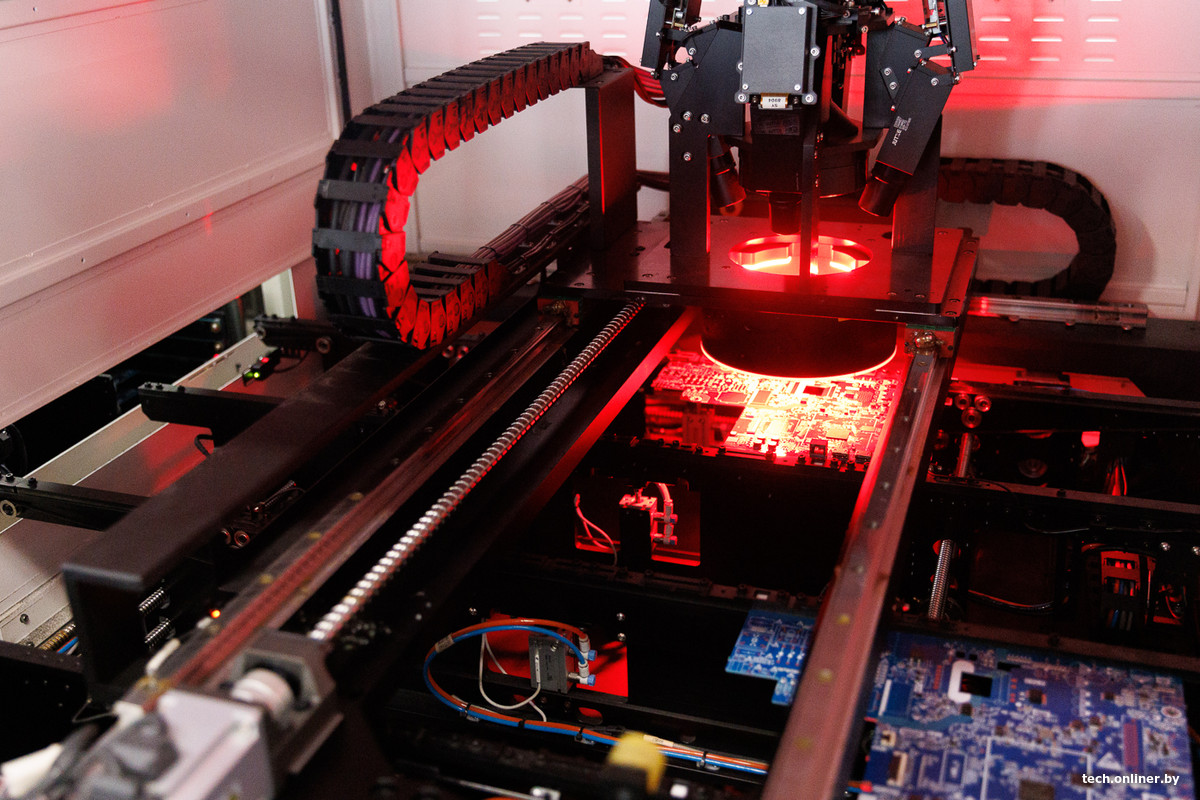
- автоматическая установка компонентов: машина расставляет электронные компоненты на пасту на плате, та временно удерживает их на нужном месте;
- оплавление. Плата проходит через специальную печь, где паста нагревается. Так в итоге формируются надежные электрические соединения;
- остывание. Припой застывает — компонент припаян.
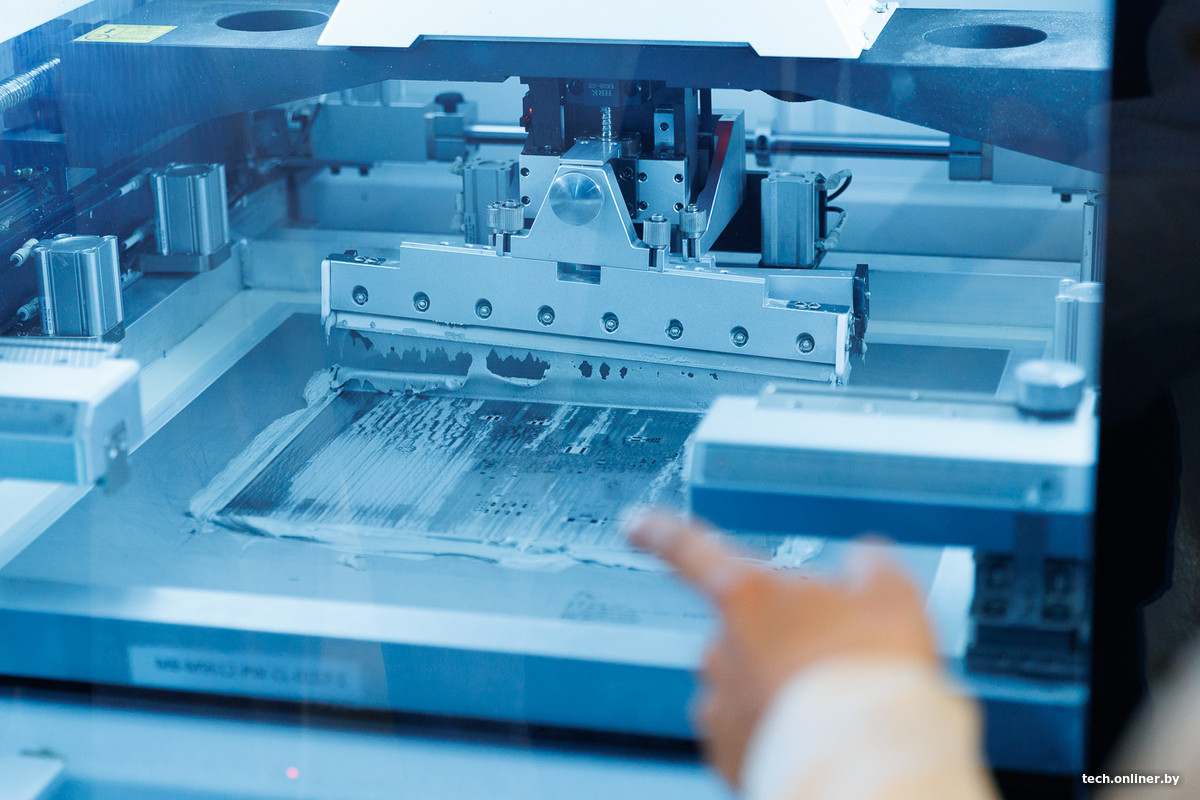


— Существуют определенные правила распределения электронных компонентов на линии. Сначала на плату устанавливаются самые маленькие, после — большие, — уточняют собеседники. А позднее также добавляют:
— Конвенционная печь отличается тринадцатью температурными зонами: десять высокой температуры плавления и еще три — охлаждения. Для каждого изделия (платы для определенного устройства. — Прим. Onlíner) есть свой термопрофиль, в котором указывается максимальная температура для каждой зоны. На старте температура составляет порядка 100 градусов, в пике — 250—270 градусов, а далее опускается до 120 на последних этапах.

«Дефектность в одну сотую процента»
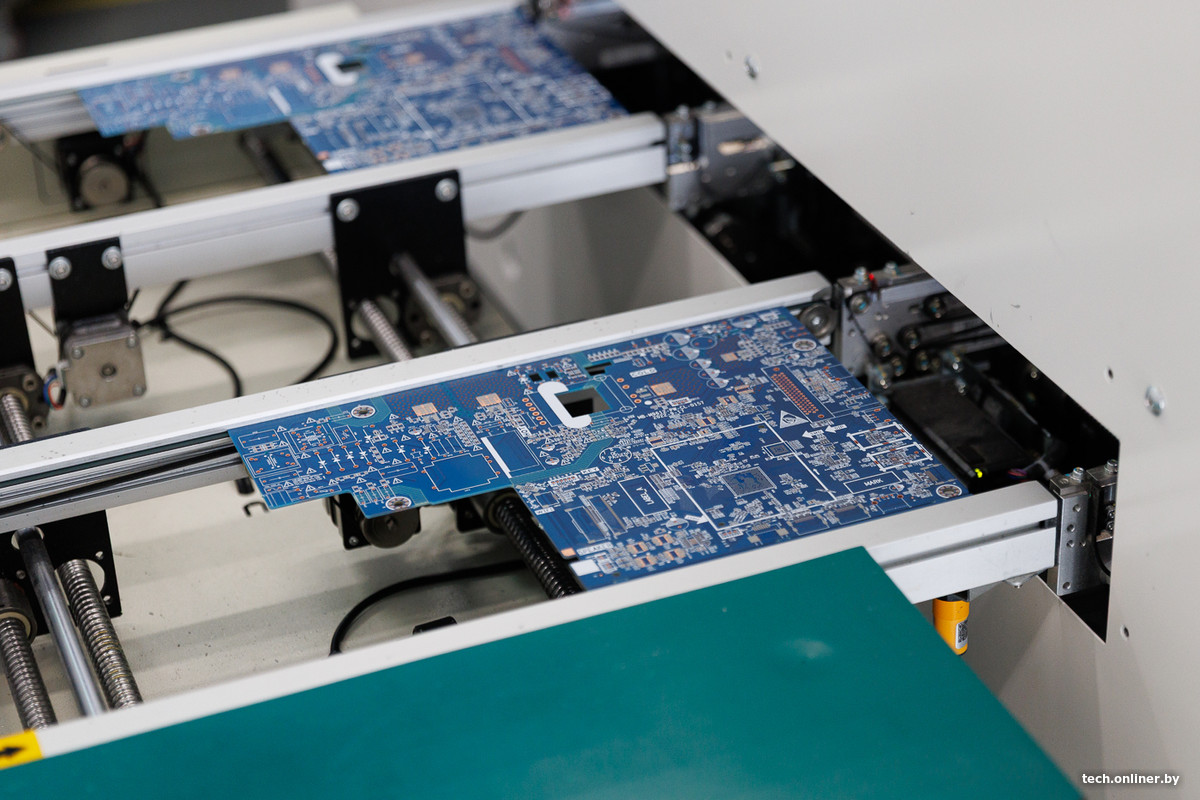
Просим дать еще статистики. Как упоминалось выше, при 8-часовой смене производственная линия может выдать в районе 1,5 тысячи готовых плат для телевизоров. Но, как говорят инженеры, многое зависит от сложности «печати». В случае с платами для ноутбуков и планшетов, на которые наносится больше компонентов, дела обстоят иначе.
— Чем больше компонентов необходимо нанести на плату, тем процесс сложнее и занимает больше времени. В случае с ноутбуками за смену линия может выдать примерно до тысячи плат. С мониторами, где компонентов, наоборот, меньше, положение противоположенное: может получиться 3,5—4 тысячи.

— А что случается, если в процессе что-то дает сбой?
— В случае отказов, если инспекция находит какие-либо дефекты, есть специальное место и ПО, с помощью которых ремонтный инженер считывает модуль и видит, что проверке не понравилось. Такое, впрочем, случается крайней редко — можно говорить про одну сотую процента. В этом один из основных плюсов автоматизированного оборудования при поверхностном монтаже.

Выводной монтаж
Следующее звено связано с так называемым выводным монтажом. Специалисты добавляют: он предусмотрен для плат не всех типов устройств, но телевизоры, над модулями которых работали в день нашего приезда, подпадают под эту категорию.

На этом этапе в некоторые процессы включаются люди с ручной установкой части компонентов: конденсаторов, диодов, транзисторов, катушек. Уточняем почему.
— Так получается экономически выгоднее. Существуют установки, которые делают подобную работу автоматически, но они стоят очень и очень дорого. При этом действуют по принципу, когда под каждый новый типоразмер компонентов необходимо заказывать новый питатель. Не стоит также забывать: автоматизированное оборудование требует времени для его настройки, разработки ПО — иногда «ошлифовать» что-то вручную, учитывая ограниченные масштабы, выходит быстрее и эффективнее.

Несколько этапов проверки, функционального тестирования и тестов на отказоуйсточивость есть и на данном этапе. После, если все в порядке, модуль считается готовым и отправляется заказчику.
«Тестирование ноутбука длится пять часов»
Перемещаемся на другую площадку холдинга — там в том числе производят ноутбуки и планшеты под брендом Horizont.
Сперва оказываемся на производственной линии, где на тот момент работают с ноутбуками. Как заявляют собеседники, тут происходит финишное производство устройств, монтаж электронных компонентов, подключение кабелей, установка внешних элементов.

Проще говоря, на этой линии специалисты собирают воедино финальные лэптопы, всячески тестируют их, а также устанавливают необходимое ПО. Каждый оператор ответственен за собственный сектор и фронт работ — он действует по специальной операционной карте.

— Нагрузочное тестирование проверяет работу ноутбука под максимальной нагрузкой и имитирует его реальное использование. Aging-тест длится около пяти часов и включает в себя пять этапов: циклическую перегрузку до 48 раз, стресс-тесты процессора, памяти, графической системы, охлаждения, проигрывание тестового видеофайла, — отмечают на предприятии.

И продолжают: далее на ноутбуке активируют операционную систему и проводят финальное тестирование всех портов, экрана, звуковой системы, тачпада, клавиатуры, камеры, микрофона, зарядки, а также беспроводных модулей.
Интересно, что все это происходит в так называемой темной комнате. В ней, как разъясняется, легче заметить битый пиксель на матрице или обнаружить еще какой-либо возможный дефект.

После всех проверок ноутбуки сбрасываются до заводских настроек и отправляются на проверку внешнего вида, далее, если все в порядке, — на упаковку.
— Всего предусмотрено порядка 19 тестов, — заключают наши собеседники.

«Воздух в десять раз чище, чем в офисе»
На соседней линии (но в другом помещении) производят планшеты. Специалисты акцентируют внимание: чтобы не допустить попадания пыли и загрязнений, операции вроде монтажа материнской платы, процессора и других модулей, а также закрепление их внутри корпусов происходит в так называемой чистой комнате класса ISO 8.

Воздух там в 10+ раз чище, чем в обычном офисном помещении.

Как и в случае с ноутбуками, далее следует ряд тестов.
— Aging-тест позволяет выявить скрытые дефекты до финишного производства. Планшет подключается к питанию и на нем циклично проигрывается видео, динамики играют на полной громкости. Так аппарат работает четыре часа, создавая стабильную нагрузку. Таким образом контролируется температурный режим и общая стабильность.

Следующий этап — прошивка устройства, после чего гаджет поступает на функциональное тестирование: проверяется система питания, тестируются механические кнопки громкости на отсутствие залипания. Экран проверяется так: на него последовательно выводятся черный, белый, красный, зеленый и синий цвета. На темном фоне заметно отсутствие/наличие засветов, на остальных — битые пиксели.

Остальные элементы аппаратов — от беспроводных модулей до тачскрина с фонариком — также фиксируют инженеры. Не обходится, как добавляют, без визуального контроля на царапины/потертости корпуса.

— Завершающий этап — внесение серийного номера, IMEI и Google-ключа в систему. По подтверждении успешной регистрации выполняется сброс к заводским настройкам. После планшет идет на упаковку. Всего получается около 42 тестов.
Есть о чем рассказать? Пишите в наш телеграм-бот. Это анонимно и быстро
Перепечатка текста и фотографий Onlíner без разрешения редакции запрещена. ga@onliner.by